
Development of technologies to in-process and on-machine measurement of the force for machining energy optimisation and quality management
The complexity of machining processes is increasing and the same happens with the requirements for accuracy and precision. In this context, the demand for advanced methods for process optimization has increased and, at the same time, energy saving constitutes a considerable topic in the industrial sector.
These two aims only could be achieved with in-process and on-machine monitoring, providing data that will be processed in real time. Fortunately, advanced manufacturing is using information technology to improve the communication speed and gaining efficiency on transmission and storage of data, opening the door for online energy monitoring by directly measuring cutting power.
This way, it will be possible to achieve optimum machining condition based on minimum energy consumption. Some of these methods explore the cutting conditions of the machining process using a discrete event modelling approach for the energy assessing model. After that, computational methods will find the best parameters to make the process more efficient and tailored to a specific material, reducing the cost of production.
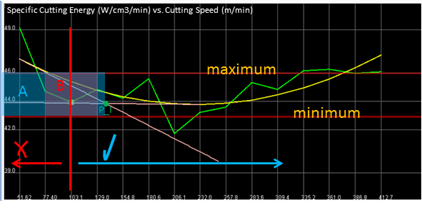
The next graph is an example of how the optimal cutting velocity value could be found after several cutting trials with different values for this parameter (x axis) and the generated specific cutting energy calculated for each trial(y axis). The less energy consumptions velocity values could be automatically extracted and plotted(Yellow point). The same process will then carried out, using this optimum velocity value to determine the optimal acceleration value.
Extracting the data inside the machine and remote controlling are the first steps for self-controlled manufacturing systems that take into consideration environmental issues.
To better control this process, semi-automatic data cleansing process has to be performed for data quality assurance. For this task to be performed, it is necessary to build a mapping relation of a measurement item and the corresponding machining operations. The following graph shows how these two ideas can be put together showing, overlapped, the different trials performed(up to 15) as shown in the x axis and the value for the power consumed(y axis). The interface allows setting the values to be used for calculations, discarding those considered to be noise.
+ No hay comentarios
Añade el tuyo